There are 6 Major Steps of a Aluminum Extrusion
The extrusion process is carried out in direct extrusion presses with different power levels at Calibre Aluminium. To understand this process better, let's break it down into six distinct steps.
But even before the extrusion process begins, the aluminum rods need to be cast into smaller pieces. These short pieces are called billets. The billet Size ensures that the length of each extruded profile will be round about the same and there will be no material leftover.
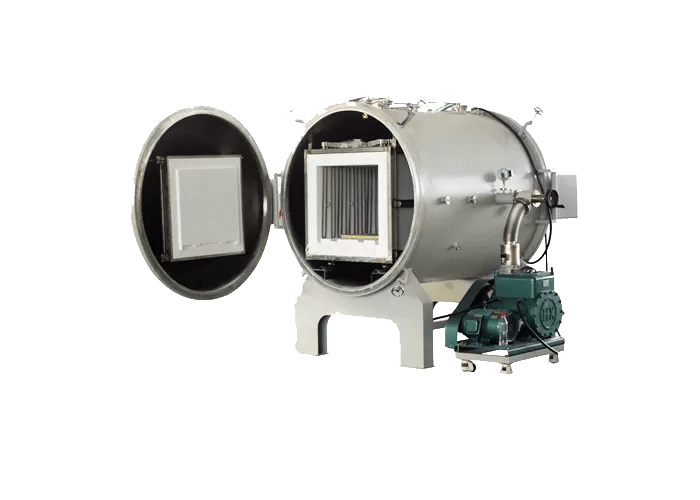
Step 1: Heat up steel die and the aluminum billets to specific temperature
The billets are heated in furnaces from room temperature to the extrusion temperature which varies depending on the alloy and the final temper. The heated billets need to be hot enough to take on the required shape, but still need to be firm to retain their shape during the extrusion process.

Step 2: Loading the billet into the preheated extrusion press container
To prevent heat loss, the billets are quickly transferred from the furnace into the press. They are loaded into the container and are ready to be extruded.
The ore is loaded into autoclaves and treated with lime–caustic soda. Aluminium oxide appears in the resulting slurry while all the admixtures settle to the bottom as red mud.
The sodium aluminate solution is stirred in precipitators for several days, eventually pure alumina or Al2O3 settles at the bottom.
Step 3: Extrusion
The heated aluminum billet is forced through the openings by the stamp of the press in the tool. Those openings can be modified to create different shapes and sizes according to client requirements. The process is similar to an Extruder dough toy, where the different shaped discs create different dough designs. After applying the pressure profiles exit the press and they are already extruded to their required shape and size.

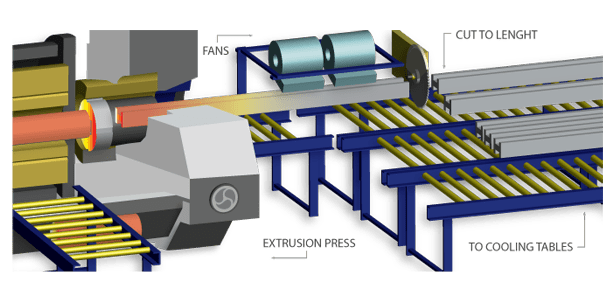
Step 4: Controlled cooling
The extrusion process is followed by quick cooling of the extruded profiles
When exiting the press. For fully formed profiles, the cooling process must be carried out
without delays immediately after the extrusion process to ensure the adequate material
microstructure..
alloys for various purposes.
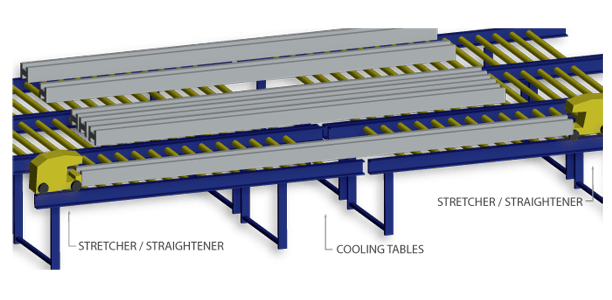
Step 5: Stretching
Immediately after cooling down, the extruded profiles are cut at a specific point. The cut profiles are then caught by a puller, which lays it over the runout table, allowing them to further cool down. At this phase, the extruded profiles are run through a strengthening process, which stretches the profiles and ensures their mechanical properties by removing the internal tension within the profiles.
The malleability of aluminium means it can be easily rolled into thin sheets. To that end, aluminium alloys are cast into rectangular beams up to 9 metres in length, these are then rolled into sheets from which aluminium foil and beverage cans are made, as well as parts of automobile bodies and a vast array of other products.
The process where the aluminium is shaped to its required form. This process is used for making the vast majority of aluminium products from spectacle frames, telephone bodies, aeroplane fuselages or spaceship bodies.
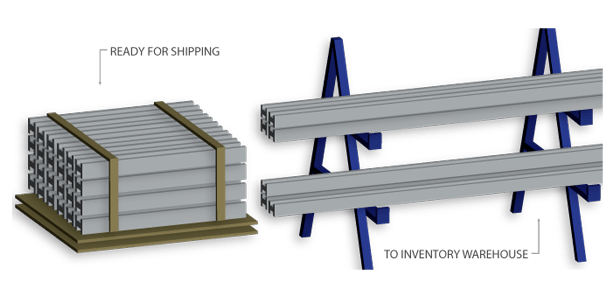
Step 6: Cutting and final packaging
The straightened profiles are cut to the length specified by the customer. At this stage to ensure better mechanical properties the profiles are artificially aged. This aging process is necessary to strengthen the extruded profiles and ensure they fulfill the mechanical properties.
